
Stereolithography, or SLA, is the process of converting a liquid plastic into solid 3D objects using a stereolithograph apparatus, or SLA machine. This stereolithography prototyping method was the first additive manufacturing process and was introduced more than 30 years ago.
An SLA machine was the first additive manufacturing machine we purchased to start our rapid prototype company back in 1996. As one of the first stereolithography service providers and SLA prototyping service bureaus in Northeast Ohio and the USA, we have supplied tens of thousands of SLA prototypes to designers, marketers, engineers, and entrepreneurs over the last 20+ years.
The Technology House has the capabilities to manufacture high-precision 3D-printed parts and prototypes through our SLA 3D printing service, helping bring your product concepts to life quickly and accurately.
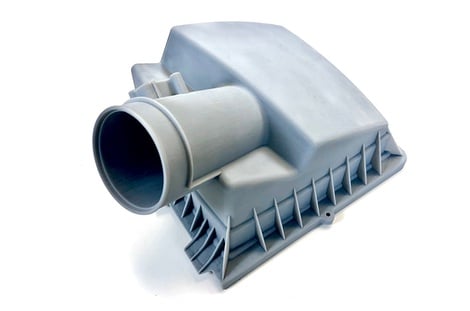

SLA works by building a 3D model of a component using a vat of liquid ultraviolet-curable photopolymer resin and an ultraviolet laser to form one thin layer at a time, usually between 0.002”–0.006” or 50–150 microns.
The laser beam traces a cross-section of the model on the surface of the liquid resin for each layer. Exposure to ultraviolet laser light cures and solidifies the pattern traced on the resin and joins it to the layer below.
After the pattern has been traced, the SLA machine’s elevator platform is lowered by the thickness of a single layer, and the process repeats. After the SLA prototype is printed, excess resin is removed, and the component is cured in an ultraviolet oven.
SLA 3D Printing Advantages
SLA Best Uses
These advantages make SLA rapid prototyping an excellent choice for visual models, design validation, and high-detail prototype parts.
At TTH, we offer a wide range of technologies beyond stereolithography prototyping, including Carbon DLS, PolyJet, selective laser sintering (SLS), fused deposition modeling (FDM), and HP Multi Jet Fusion (MJF). Our team can recommend the best process and materials to produce parts that closely match production-ready components.
From design to prototype and production, our team of engineers is ready to help bring your idea to life with advanced stereolithography services and 3D printing technologies.

SLA has many different material options from Formlabs, 3D Systems and DSM SOMOS. Here are the most popular materials we run. If there is another material you are interested in, please contact our sales team and they will find and bring in the right material for your needs.

SLA 3D printers range in different types and sizes. Most common are large platforms with large build capacities of at least 29.5 x 29.5 x 21.65 in (750 x 750 x 550 mm) from 3D Systems.
Another popular machine from 3D Systems for small, intricate parts is the Viper High-Resolution machine. It has a build platform of 10” x 10” x 11” (250mm x 250mm x 280mm) and can run in high resolution with 0.002” layers and finer laser targeting at 5” x 5” build envelope to get the finest part details and smallest features.
Our experts have a proven history of providing innovative solutions at every stage of product development—from product design through production.

![]()



.png)

