
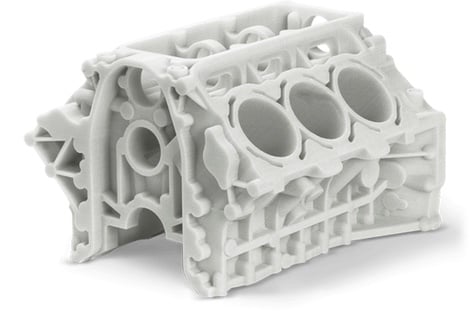
Selective Laser Sintering (SLS) is the 3D printing process of creating 3D objects with an expensive laser and plastic powders. SLS is very similar to the SLA process in that it uses a laser to make a 3D object except that it uses powder material instead of liquid material. Also, similar to HP MJF, SLS can build a whole chamber of parts at the same time without supports. 3D printed parts in SLS primarily use nylon materials like PA11, PA12 and glass-filled nylon materials. Because of the expensive lasers and the powdered materials, SLS printers are primarily used in industrial companies and service bureaus. Of all the 3D printing processes, SLS has been the most used one for production printed components for the last 20 years. The Technology House has the resources to manufacture 3D printed parts and prototypes with SLS technology for your projects.
From design to prototype and production, our team of engineers is ready to help bring your idea to life with 3D printing.

SLS most common materials are Nylon PA12 and Glass-Filled Nylon. While these materials cover most project needs, there are other materials available too, just ask your project manager and they will help match the right material for your project.


There are many different laser sintering machines available, but most are supplied from equipment manufacturers 3D Systems and EOS, which have been in the industry for a very long time. SLS printers have different build volumes depending on the type of material required. Large platforms of 19” x 19” x 17” (480mm x 480mm x 430mm) can build parts in Nylon PA12 materials while the smaller platforms of 10.6” x 12.6” x 16” (270mm x 320mm x 410mm) can build the more specialized materials of glass-filled nylon, TPU and PA11. These are great printers for building large parts or loading up lots of smaller parts.
Our experts have a proven history of providing innovative solutions at every stage of product development—from product design through production.



.jpg)

.png)
.png)

